
Presse universelle MecaMotion par 
Etalonnage
L'étalonnage de la force de la presse se situe dans les commandes experts. Pour ouvrir la fenêtre réalisez un clic droit sur la presse et sélectionnez commande expert.
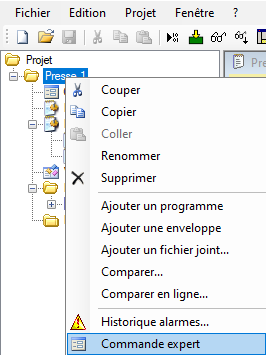
Figure 1: Ouverture de la fenêtre Commande expert
Sélectionner "Etalonnage" en rouge sur image n°2 pour accéder à la fenêtre d'étalonnage.
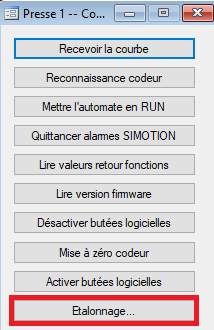
Figure 2: Fenêtre Commande expert
La fenêtre suivante s'ouvre avec le mode étalonnage désactivé.
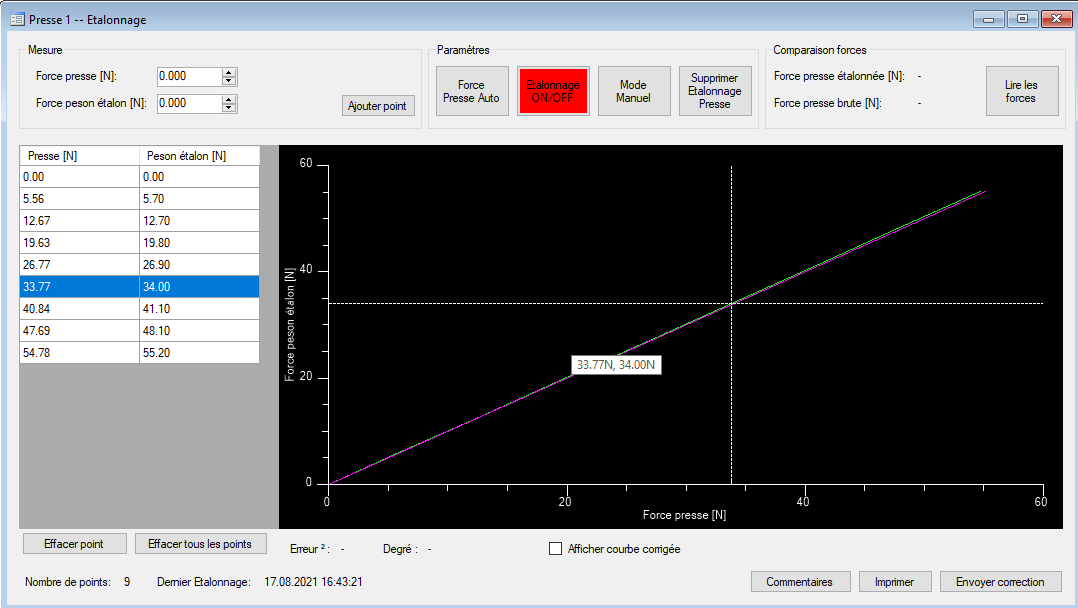
Figure 3: Fenêtre d'étalonnage d'une presse fonctionnel
Pour réaliser l'étalonnage commencer par ouvrir la fenêtre Mode Manuel repère n°1. Dans un deuxième temps actionner "Etalonnage ON/OFF" repère n°2 qui passe au vert.
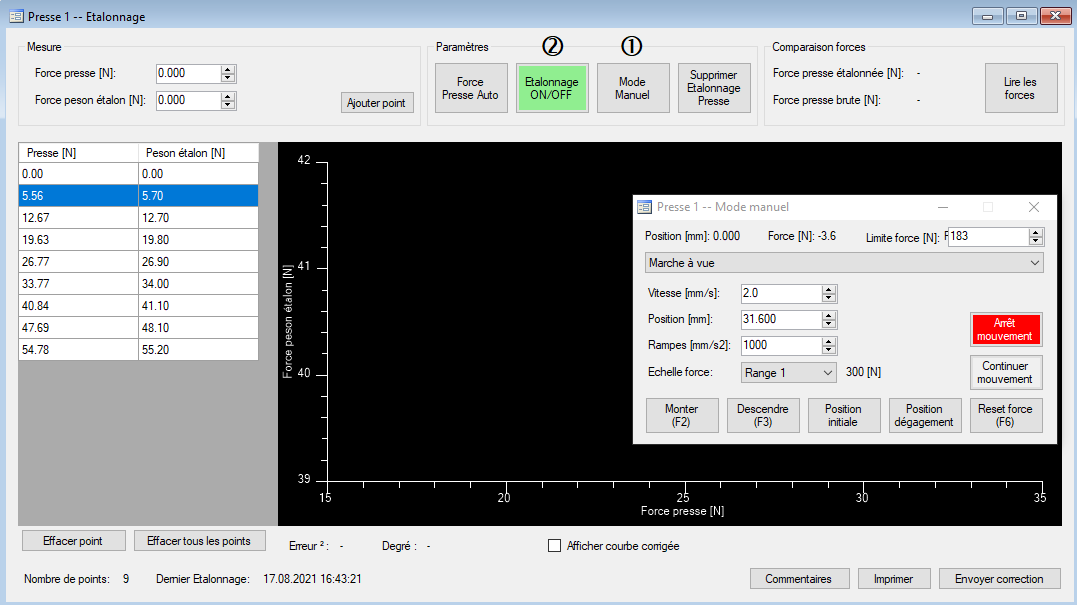
Figure 4: Début de l'étalonnage
Etalonnage:
1)Effacer les points précédent du tableau avec "Effacer tout les points" repère n°3;
2)Après, actionner "Force Presse Auto" repère n°4 pour que la valeur Force presse souligné en bleu dans l'encadré rouge corresponde à la valeur actuelle;
3)Rechercher une force avec la commande JOG de la fenêtre "Mode manuel";
4)Introduire la force étalon correspondante dans l'encadré rouge;
5)Confirmer les valeurs avec la commande "Ajouter point" (réitérer l'opération nous recommandons un minimum de 6 points);
Transmission des nouvelles valeurs d'étalonnage de la presse:
6)En mode manuel, désactiver "Etalonnage ON/OFF" qui passe au rouge;
7)Supprimer l'étalonnage précédent de la presse avec la commande au repère n°5;
8)Envoyer la nouvelle référence étalon ce trouvant dans le tableau avec la commande "Envoyer correction" au repère n°6
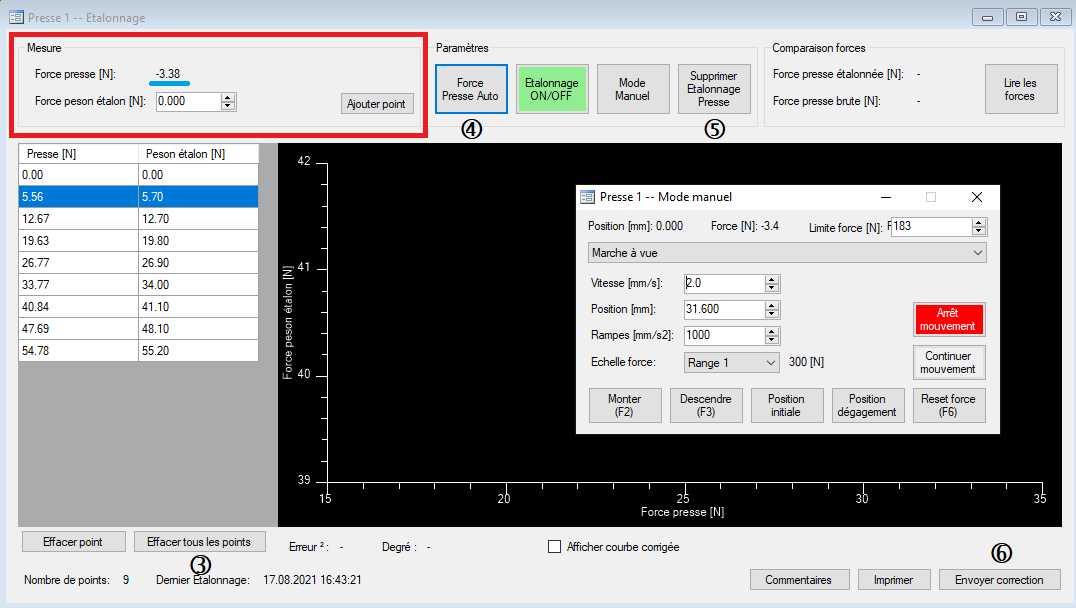
Figure 5: Relever des points d'étalonnage
Programme d'aide à la recherche des points d'étalonnage
Le programme d'aide à la recherche des points d'étalonnage implémenté dans MecaMotion permet une prise d'un nombre de point voulu dans une plage de force voulue.
Pour ajouter le programme d'aide à l'étalonnage réaliser un clic droit sur "Programmes" dans l'arborescence de MecaMotion et ajouter le programme d'étalonnage facilité.
Fonctionnement :
Pour Commencer, L'utilisateur doit renseigné les variables suivantes :
•lrPreposition; La position absolue ~5[mm] au dessus de la surface de du sensor étalon.
•rForceCybleMax; La force maximum souhaité
•iNbreDePoints; Le nombre de point à relevez
•lrCoursePresse. la course de la presse
! Attention rForceCybleMax / iNbreDePoints le quotient ne doit pas être inférieur à 5.
Ensuite:
1)Charger le programme;
2)Mettre en place le sensor étalon;
3)Commencer l'étalonnage comme présenté ci-dessus jusqu'à la saisie des points dans le tableau;
4)Cocher la case pour que le programme tienne comptes des points d'arrêt;
5)Démarrer le programme qui va venir chercher la surface le l'étalon, établir sa position et se dégager pour la prise du zéro [N];
Arriver au point d'arrêt du programme, ajouter le premier point au tableau pour établir le zéro étalon.
6)On continue avec la commande "Continuer" qui remplace la commande "Start";
7)Quand le programme encours s'arrête au prochain point d'arrêt et que le bouton "Start" passe de "Programme en cours" à "Continuer", on relève le point suivant dans la fenêtre "Etalonnage".
L'opération est répétée jusqu'à ce que tous les points soient relevé et que l'axe de la presse revienne en position initial.
Pour terminer l'étalonnage, suivre la procédure ci-dessus sous <<Transmission des nouvelles valeurs d'étalonnage de la presse>>.
