
Presse universelle MecaMotion par 
Instruction contrôle "Arrêt sur force"
Contrairement à l'instruction "arrêt sur signal" qui arrête l'axe dès qu'un signal passe un certain seuil, le contrôle "arrêt sur force" est dédié à l'arrêt de l'axe par rapport à la force, avec une régulation de la vitesse d'avance afin d'avoir une force finale très proche de la consigne donnée.
Le régulateur incorporé dans ce contrôle est de type "P" (proportionnel). Avec le gain réglable directement dans l'instruction.
Ce régulateur fonctionne de la manière suivante:
•Toutes les 2[ms] la valeur du détecteur de force est relevée et comparée à la consigne.
•Plus l'écart entre la consigne et la force mesurée diminue, plus la vitesse d'avance de l'axe va diminuer (proportionnellement), jusqu'à atteindre la vitesse minimum d'avance (paramètre "vitesse min.").
Le régulateur va commencer à agir dès que l'axe aura atteint la position de travail. À ce moment là, la vitesse d'avance va diminuer de 'X'[%] de sa vitesse précédente (paramètre "vitesse de travail[%]") et après cela la vitesse sera régulée.
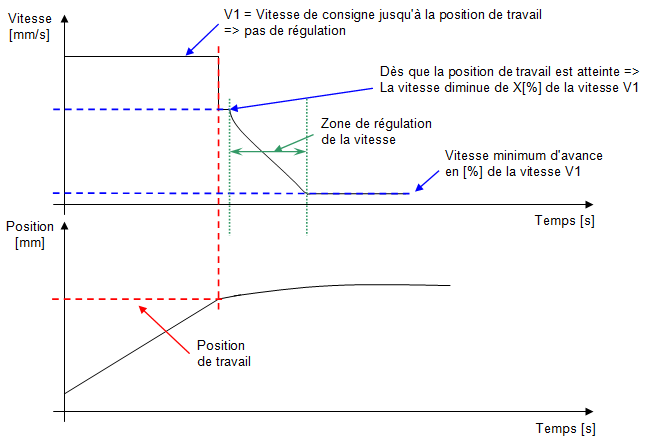
Figure 1: Explication graphique du fonctionnement du contrôle "arrêt sur force"
Vous trouvez ci-dessous, la liste des paramètres d'entrées et sorties de l'instruction :
Nom du paramètre |
Déclaration |
Type de donnée |
Valeur par défaut |
Description |
|---|---|---|---|---|
Position de travail [mm] |
Entrée |
LREAL |
0[mm] |
Position à partir de laquelle la vitesse d'avance sera dans un premier temps baissée à X[%] de sa valeur initiale et par la suite régulée |
Consigne de force [N] |
Entrée |
LREAL |
10[N] |
Consigne de force à atteindre |
Gain régulation de vitesse [-] |
Entrée |
LREAL |
1 |
Gain proportionnel du régulateur. Plus cette valeur est élevée, plus la vitesse d'approche diminuera rapidement |
Vitesse minimale [%] |
Entrée |
LREAL |
10[%] |
Vitesse minimale que la régulation pourra atteindre, la vitesse ne pourra pas descendre en dessous de cette valeur. Cette dernière est donnée en pourcentage de la vitesse initiale de l'axe. |
Vitesse de travail [%] |
Entrée |
LREAL |
50[%] |
Pourcentage de diminution de la vitesse par rapport à la vitesse initiale lorsque la position de travaille est atteinte. |
Tableau 1: Récapitulatif des différents paramètres de l'instruction
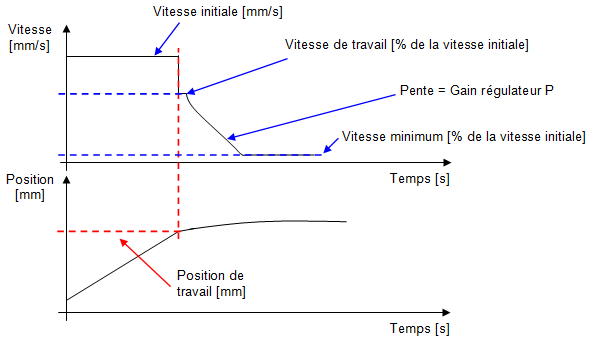
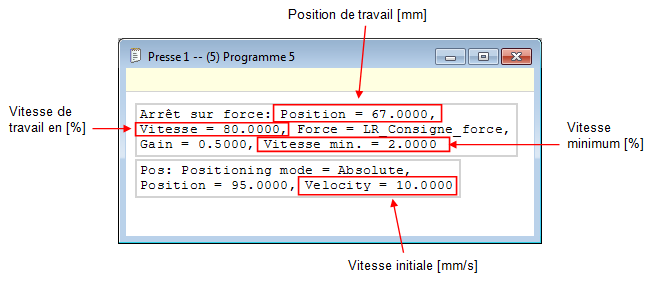
Figure 2: Liaison entre fenêtre de programmation et explication graphique
Vous trouvez ci-dessous le calcul des vitesses de travail, la vitesse initiale est égal à 10[mm/s].
•Lors du passage à la position de travail, la vitesse de l'axe va passer à:
Vitesse de travail = 80[%] de 10[mm/s] = 8[mm/s]
•Le régulateur pourra faire diminuer la vitesse d'avance de l'axe jusqu'à:
Vitesse minimum = 2[%] de 10[mm/s] = 0.2[mm/s]
Exemple d'utilisation: Nous souhaitons insérer une pièce dans une autre avec une force de 150[N]. La force finale doit être le plus proche possible de la consigne, c'est pourquoi il n'est pas possible d'utiliser le contrôle d'arrêt sur signal qui est beaucoup moins précis. Les paramètres de gains, vitesse minimum et vitesse de travail doivent être réglés sur des pièces tests, afin d'être le plus précis possible. 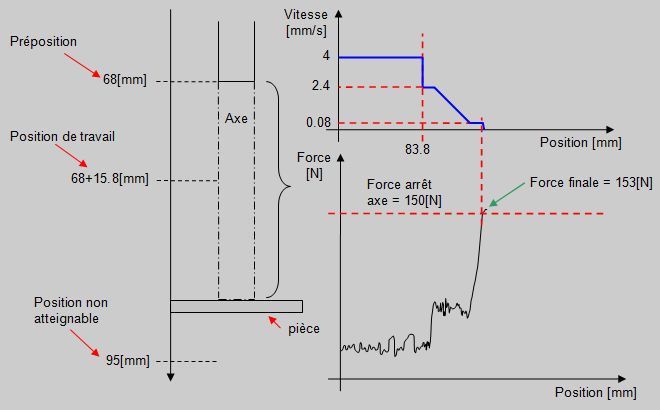 Figure 3: Explication graphique de l'application  Figure 4: Programmation d'un arrêt sur force |
